Professional weighing
equipment
equipment

ETALON VESPROM works in the field of integrated industrial automation and specializes in automation
of weighing and dosing processes.
We produce a wide range of scales, dispensers, aggregates and weighing systems for weighing any
industrial products and maintaining an uninterrupted production cycle.
The presence of a powerful production base, high-quality components from well-known
manufacturers in our own warehouses and the introduction of advanced technologies allow us to manufacture
control and measuring devices according to a standard or individual project, regardless of the type of products
being weighed and the specifics of the customer's professional activities.
We adhere to a flexible pricing policy, never disrupt delivery times and manufacture reliable equipment that
works flawlessly in conditions of continuous intensive operation with increased shock loads. Thanks to the full
automation of the weighing equipment, you will be able to keep accurate records of inventory values.
Certified and standardized products meet all metrological characteristics and current standards. To eliminate
downtime at the customer's production, we additionally provide after-sales service and provide a guarantee for
all products.





Automated selection, weighing and transfer of expensive ferroalloys into a steel ladle during the production of alloy steel grades, ensuring conditions for the safety of materials, their timely and accurate accounting and registration in the local automated workplace database, long-term storage bases of other levels of enterprise automation.
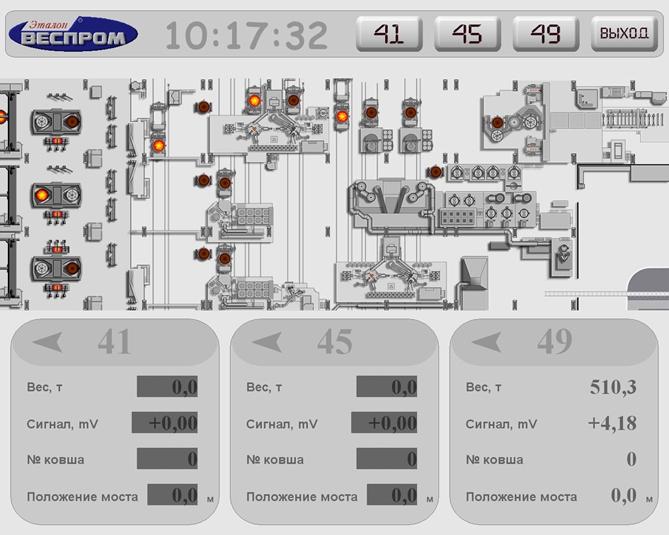

It is used to account for the smelted metal during its movement to the casting site on molds or to the continuous casting machine, as well as to control the casting process on molds. Made on the basis of VKT “KOVSH” scales for foundry cranes with automatic measurement of the mass of the load and determination of its coordinates in the bay of the workshop.



They are used in blast furnace production to ensure the formation of batches of charge materials specified by the recipe and their delivery to a conveyor or skip hoist for further loading into a blast furnace.


Performing automated formation of samples of a given mass from several types of ferroalloys while ensuring conditions for the safety of materials.




Control of the particle size distribution of batches of incoming ferroalloys using mechanical sieving. Automatic separation of ferroalloys into fractions and elimination of losses of expensive ferroalloys.



For accurate measurement of the mass of workpieces with subsequent calculation of expense coefficients and adjustment of cost allocation between structural divisions. For trimming packages of blanks on roller tables before planting in the furnace at section rolling mills of metallurgical industries.
The installation is designed for automated preparation and supply of a mixture of charge materials into a press for their briquetting, timely and accurate accounting and registration of them in the local automated workplace database, visual inspection of charge materials for foreign inclusions and ultraviolet control of master alloys for the presence of slag and hard alloy inclusions.
The dry batch weighing system is designed for automatic prescription dosing of specific materials for the production of welding electrodes.
The installation is designed for dosing, mixing and supplying charge materials for a briquetting press for semi-continuous pressing of electrodes made of titanium, zirconium, hafnium and niobium alloys.
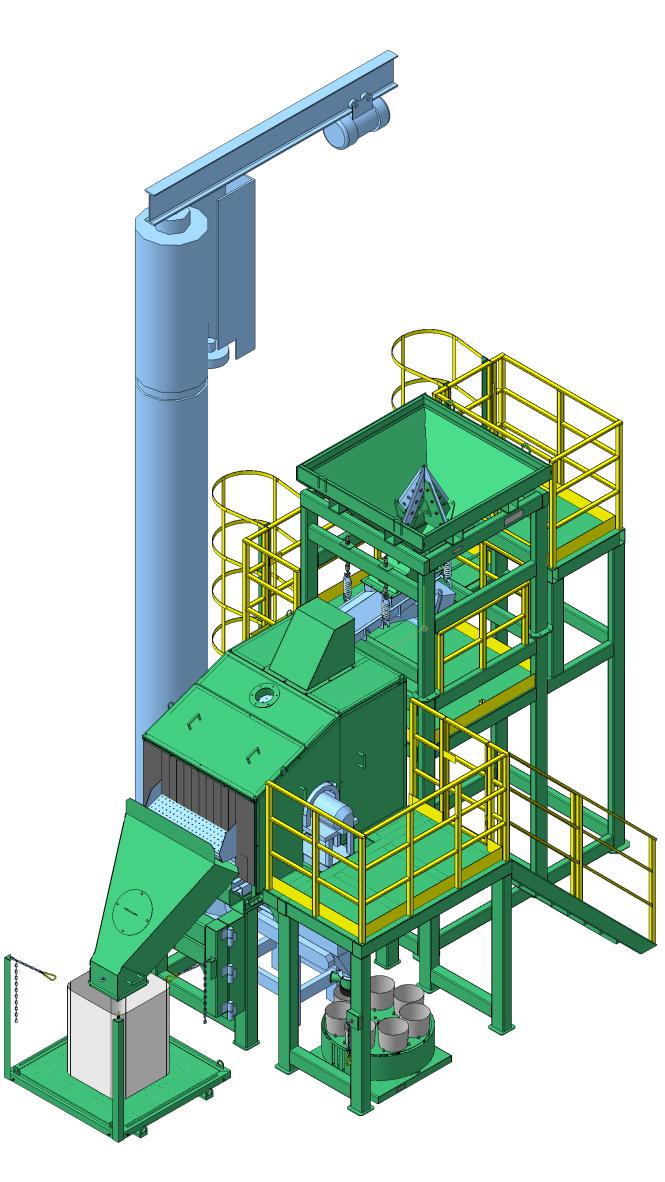
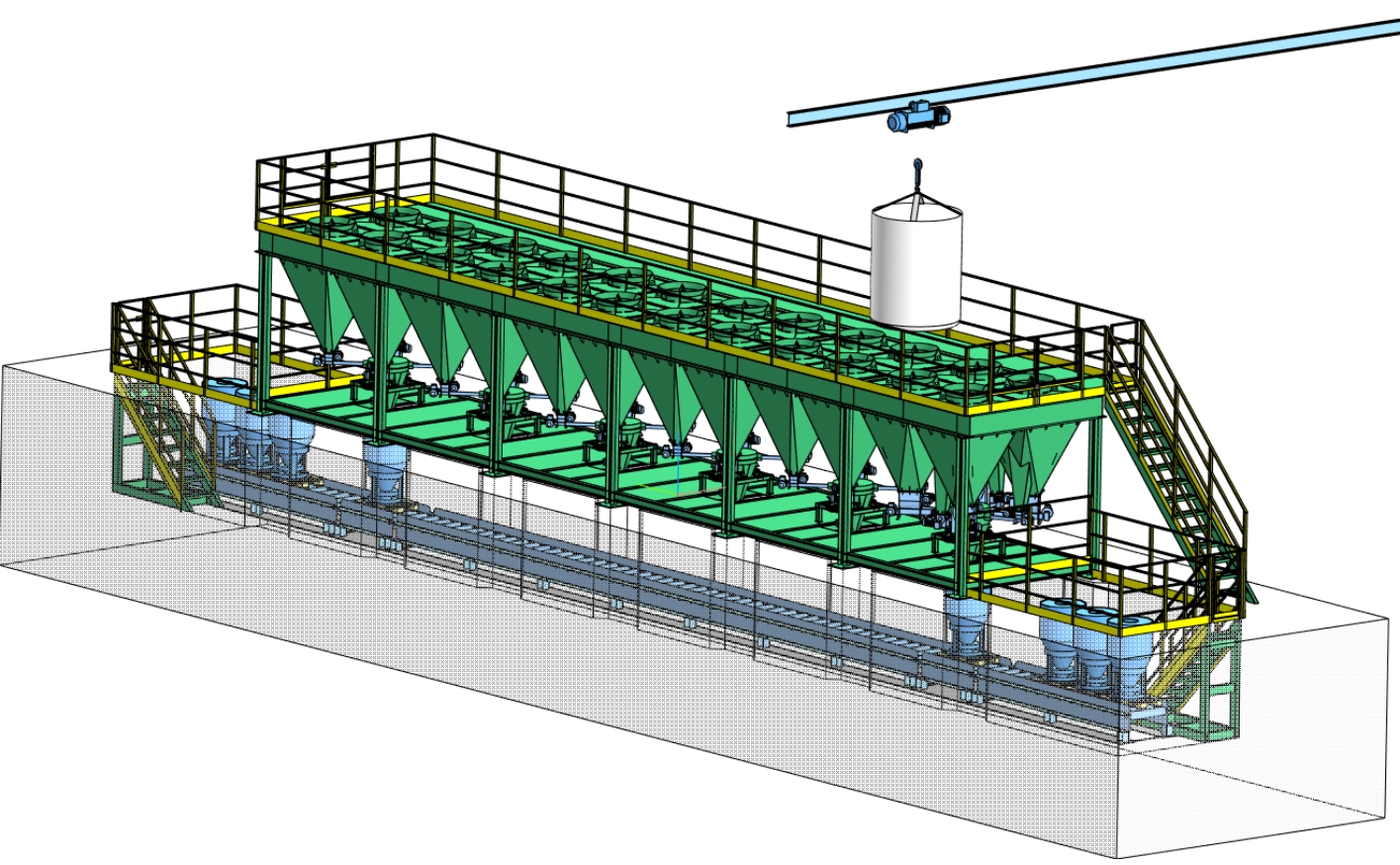
Automated selection, weighing and transfer of expensive ferroalloys into a steel ladle during the production of alloy steel grades, ensuring conditions for the safety of materials, their timely and accurate accounting and registration in the local automated workplace database, long-term storage bases of other levels of enterprise automation.
The installation is made on the basis of five KONUS bunker scales and is a two-tier bunker overpass. On the upper tier there are four supply bins mounted on strain gauges. The bins are equipped with rippers with knives for ripping big bags. The top of the bunker is closed with flaps and then sealed.
To ensure unloading of material, vibrating feeders with closed trays are installed at the bottom of the supply bins. On the lower tier there is a collection hopper mounted on strain gauges, equipped with a shutter through which the collected dose of ferroalloys is fed to the conveyor through a receiving funnel.
Loading of material into the collection bin is ensured from 4 consumable bins of the upper tier through vibrating feeder trays. The supply bins are equipped with calibration devices for working with standard sensors.
For ease of maintenance and access to the supply bins, the first viewing platform is located at the top of the overpass; the second viewing platform is located at the bottom of the overpass and is used for servicing the collection bin and gate. Loading of ferroalloys arriving in big bags into consumable bins is carried out using a crane.
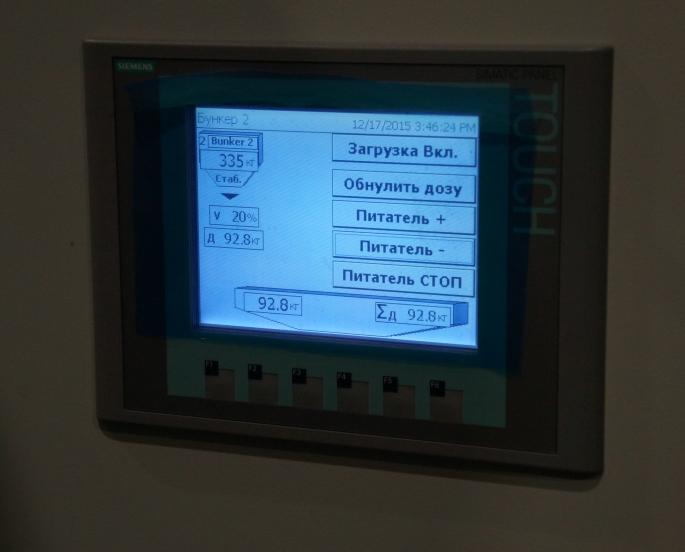
An automation cabinet is installed on the support frame or in another convenient and safe place, in which there is a control system for the operation of vibrating feeders and the gate, a control cabinet with a Siemens PLC, which is responsible for dosing, shipping and accounting of ferroalloys, and measuring cabinets with weight indicators.
Управление работой установки (задача рецептов, архивирование и передача результатов) осуществляется со стационарного АРМа.
An installation visualization system is installed on the steelmaker's workstation. Visualization was performed on WinCC. The APM screen displays the presence of ferroalloys in the supply bins. When the ferroalloys run out, the steelmaker issues a task: how many big bags to unload and into which bin. Each material has its own hopper. The big bag is lowered into the desired storage hopper using an overhead crane onto the unloader knives. After all the material has been poured into the supply hopper, the crane takes away the empty big bag. The bunker doors are closed. A security officer seals the bunker. The increase in ferroalloy mass is displayed online and, upon completion of loading, is recorded on the steelmaker’s workstation. To collect a mixture of ferroalloys into a collection bin, the operator at the workstation selects a recipe from the list or sets the required doses of raw materials (creates a recipe) manually, entering new proportions of ferroalloys. From the workstation, on command, the recipe is sent to the control room, which controls the vibrating feeder. The vibratory feeder of the storage hopper with the appropriate material is turned on. Ferroalloys enter the collection hopper through a vibrating feeder. The collected dose is measured in a collection bin. When the mass of the dosed material coincides with that specified by the command from the control unit, the vibrating feeder is switched off. The remaining ferroalloys are dosed similarly and sequentially. After the formation of a given recipe in the collection bin, a message is received from the control room to the automated workstation about readiness for unloading. At the right time, the operator enters a command to supply ferroalloys to a specific furnace. From the steelworker's workstation a command is sent to the control room to allow the supply of ferroalloys to the reversible conveyor. The gate valve opens and the ferroalloys spill out. After unloading the ferroalloys, the gate closes, and the signal indicating readiness for a new recipe formation cycle is transmitted to the automated workplace.
| Characteristic name | Value |
|---|---|
| Scales | Bunker |
| Dosing | Quadruple component |
| Точность дозирования | ± 1 kg |
| Dose weight | from 10 kg to 500 kg |
| Dosing time | 30-120 sec |
| Operating temperature | -30…+50°С |
| Power supply | 220/380 V, 4 kVA |
| Control system | Controller + weigher's workstation |
It is used to account for the smelted metal during its movement to the casting site on molds or to the continuous casting machine, as well as to control the casting process on molds. Made on the basis of VKT “KOVSH” scales for foundry cranes with automatic measurement of the mass of the load and determination of its coordinates in the bay of the workshop.
They are used in blast furnace production to ensure the formation of batches of charge materials specified by the recipe and their delivery to a conveyor or skip hoist for further loading into a blast furnace. Depending on the adopted transportation system, they are placed above the feed conveyors or in the skip pit. Made on the basis of VB "KONUS" hopper scales with a maximum load of up to 90 tons and a working volume of the hopper up to 40 m3. They are designed both for the modernization of existing production facilities with installation in existing production premises during reconstruction work, and during the construction of new facilities.
The scales consist of a weighing hopper made in the form of a quadrangular pyramid, mounted on 3 weighing modules, and a weighing device. The weighing module can be single- or dual-channel. The two-channel module has a main and backup weighing channels. Both channels are independent of each other. Due to the redundant channel, redundancy and uninterrupted operation of the scales are ensured throughout the entire service life. The weight module consists of an installation unit with strain gauges, a hydraulic jack and a holding unit (strings) that does not require adjustments during operation. In a single-channel module, upon agreement with the customer, sensors manufactured by HBM, CAS, Tenzo-M or similar ones can be used. The two-channel module uses RTN type sensors, manufactured by HBM (Germany). By default, weighing instruments of the WE type, manufactured by HBM (Germany), are used with the ability to transmit data to the information network of the customer’s enterprise via Ethernet and a 4...20 signal for transmission from the control system. At the bottom of the bunkers there is a shutter with an electric opening drive. Types of valves used: sector or valve. The valves are made with the ability to adjust the opening angle and fix any intermediate opening angle, that is, with the ability to control the flow of material. The electric drive is supplied assembled and installed on its own frame, which, in turn, is attached to the frame of the weighing hopper. A special feature of the sector shutter is its design. When opening, it follows an eccentric trajectory - this eliminates the risk of it jamming. When moving, the drive mechanism performs a reciprocating movement, which makes it possible to prevent the crank from passing through the “dead point” of the trajectory, as during rotational motion. Because, otherwise, at the moment of changing the direction of the load on the shaft, the so-called gearing occurs in the gearbox. “push”, which contributes to accelerated wear of gears (patent for invention No. 2561306). The internal surface of the bunkers and gates is lined with wear-resistant armor plates. The type of lining is selected in accordance with the abrasiveness of the dosed material, the angle of inclination of the hopper walls and the conditions of contact of the dosed material with the walls of the hopper. For reliable operation of the gate opening drive, a thick lubrication system is provided. Lubricant from the workshop system is supplied to the distributor, which is mounted on the hopper body. Distribution through the hopper in metal pipes, connection to lubrication points with flexible hoses. For ease of installation, scales are supplied in the form of ready-made modules with flange connections. The maximum weight of each module is up to 12.5 tons.
To carry out calibrations and periodic verifications, several solutions are provided:
Performing automated formation of samples of a given mass from several types of ferroalloys while ensuring conditions for the safety of materials.
The equipment for the taring section is a two-tier bunker overpass. On the first tier there are platform scales on which a container of samples for loading with ferroalloys is installed. On the second tier there are three “big-bag” type unloading installations for MCRs, from which the sample container is loaded using vibrating feeders. The filling of the unloading installation with ferroalloys is carried out from “big bags” using a console crane. The operation of the installation (task of recipes, archiving of results, printing of labels, etc.) is controlled from a stationary workstation. Control over the shipment of ferroalloys is carried out by the security service through video surveillance.
| Characteristic name | Value |
|---|---|
| Dosing | Three-component, 2-stage |
| Dosing accuracy | ± 2 kg |
| Scales | Platform strain gauges |
| Control system | Controller + weigher's workstation |
| Maximum load | 3000 kg |
| Dosing time 1000 kg | 100 sec |
| Operating temperature | -30 ..+50 0C |
| Power supply | ~220/380 V, 3 kVA |
Performing automated formation of samples of a given mass from several types of ferroalloys while ensuring conditions for the safety of materials.
The installation works with various types of ferroalloys with a main fraction of 5-60 mm and a bulk density of up to 5 t/m³.
The screening installation provides:
The screening installation equipment is located in three levels. On the upper level there is a unpacking station with a supply bin. At the top, the hopper is equipped with a dispenser. The opener is designed to rip open the bottom of big bags when they are empty. To ensure the unloading of material, a vibrating feeder with a closed tray is attached to the bottom of the supply hopper through the chute. For ease of maintenance, the unpacking station is equipped with observation platforms. The upper viewing platform is installed for servicing the knives, the lower viewing platform is installed for servicing the vibrating feeder.
At the middle level there is a heavy type inertial screen, adapted for sifting ferroalloys, single-tier, with a set of removable sieves. The screen is installed on the frame. A rotary guide chute is attached to the same frame for collecting the main fraction in a big bag and an intermediate hopper for collecting fines. A shutter is installed under the hopper, dosing the screenings into the jars. For ease of maintenance, the screen is equipped with an observation platform. At the lower level there are scales of the VSDP "GRANIT" to account for the main fraction of ferroalloys and to account for screenings. The screening scales are equipped with a rotary table for automatic feeding of cans for screening. To move big bags in the operating area of the sifting installation, a radio-controlled console crane is included in the delivery package.
The equipment is supplied in large-block configuration, in a state of maximum assembly. The operation of the installation is controlled from a portable data collection terminal.
Before starting work with the installation, the operator performs authorization by entering a personal password on the TSD. Without operator authorization on the TSD, starting sifting in automatic mode will not be available. The operator uses a portable TSD to read the barcode from the big bag tag, use a console crane to lift the big bag and unpack it into a storage bin. The read barcode of the loaded big bag is stored in the database.
After completing the unloading of the big bag, the operator secures the empty big bag on the scales for weighing big bags and confirms on the TSD the completion of the unloading procedure; the mass of the empty big bag is recorded in the database. A window for entering information about the weight of cans for screening appears on the TSD screen. The operator at the TSD confirms (or adjusts) the tare weight. After entering information about the container, the sifting process starts. The vibrating feeder and screen are turned on. The ferroalloy is divided into two fractions. When, during the sifting process, a jar with screenings is filled to the value previously entered in the settings, the supply of screenings is stopped, the mass of screenings is fixed, the next empty jar is supplied, the supply of screenings is resumed and the screenings are poured into the next jar. After sifting all the material, the vibrating feeder and screen are turned off, the actual value of the accumulated mass of the usable ferroalloy fraction is recorded, and the screening is summed up.
After sifting is completed, a set of tags for the usable fraction and screenings is printed on the printer, containing a bar code, date of formation, operator’s personnel number, grade of ferroalloy and the actual mass values of the usable ferroalloy and screenings; a message about the completion of sifting is issued on the workstation and TSD. If the total mass of material upon receipt and after sifting differs by an amount exceeding the interval specified in the settings, data about this will be displayed on the TSD and transferred to the upper level of the accounting system for further analysis.
At the final stage, the operator seals the big bag, glues a tag on it and the TSD reads the barcode of the pasted tag, after which the big bag is removed from the scales using a console crane. Then the operator closes (if necessary seals) the filled cans with lids, sticks tags on them, reads the barcode of the affixed tag and removes the cans from the scales. A message is displayed on the TSD and AWP indicating that the installation is ready for the next sifting cycle. Data on operators and generated samples are stored in the database. The automated workplace software ensures their viewing on the screen and transfer to the factory accounting system.
| Characteristic name | Value |
|---|---|
| Performance | up to 60 t/h |
| Fraction of loaded ferroalloy | 5-60 mm |
| Bulk density | up to 5 t/m3 |
| Sieves with cell included in delivery | from 2x2 to 30x30 mm |
| Check interval for main fraction scales | 1 kg |
| Checking interval of screening scales | 0.1 kg |
| Power supply | 220/380 V, 10 kW |
| Characteristic name | Value |
|---|---|
| MAXIMUM LOAD | 10 tons |
| LENGTH OF WEIGHED PRODUCT | up to 7 meters |
| MINIMUM WEIGHING CYCLE | 5 second |
| OPERATING TEMPERATURE RANGE | 50...50-С |
The installation is designed for automated preparation and supply of a mixture of charge materials (titanium sponge, aluminum wire rod, ligatures and pure materials that have been crushed at the enterprise or do not have a mark in the certificate of inspection at the manufacturer) into a press for their briquetting; timely and accurate accounting and registration in the local automated workplace database. For visual inspection of charge materials for foreign inclusions. For ultraviolet inspection of alloys for the presence of slag and carbide inclusions.
The visual inspection section (VMS) combines two functions:
UVK is equipped with 3 workplaces. The first place, depending on the task, can be used either for visual inspection or for ultraviolet inspection; the remaining places are used only for visual inspection.
The UV inspection workstation is equipped with a casing with UV lighting, a high-resolution IP camera and a controller PC.
The PC monitor broadcasts the image from the IP camera in real time.
To control the mass of materials loaded into the container, scales of the VSDP “GRANIT” type are used, with a maximum of 1 ton.
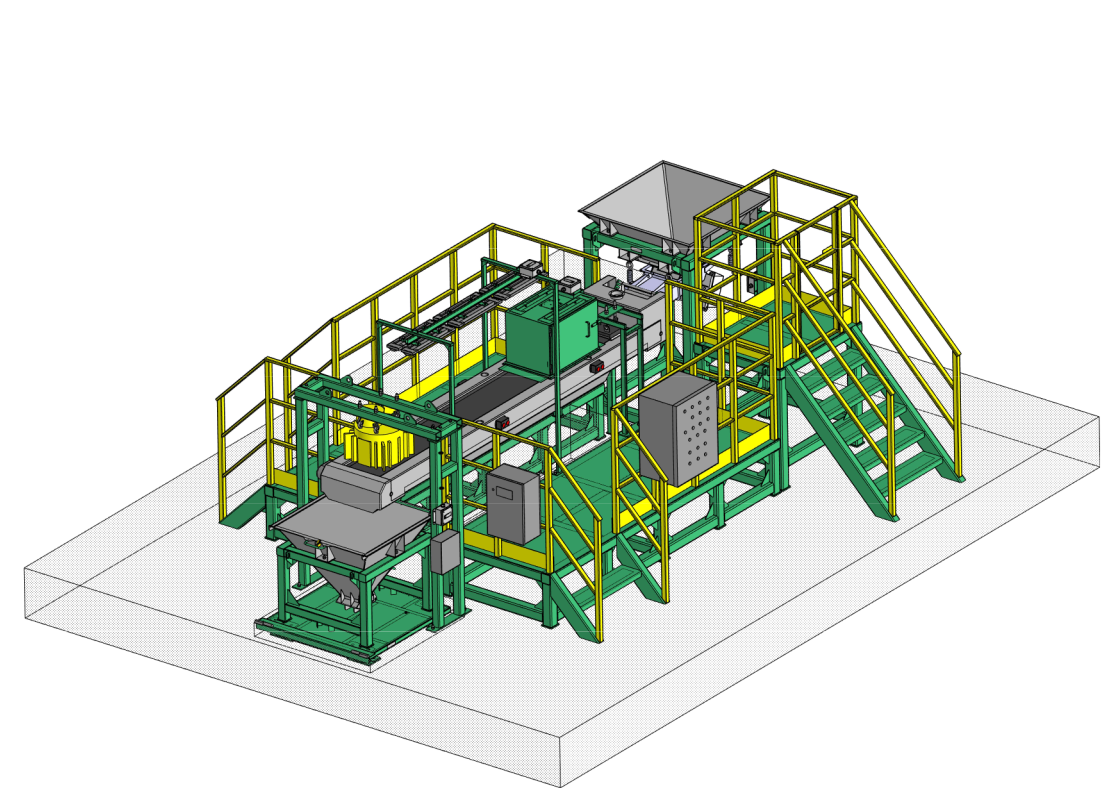
At the charge dosing section (BCDS), the following is provided:
The main characteristics of the site are determined by the scales on the basis of which it is implemented.
To dispense loaded materials into the container, bucket scales with a maximum of 20 kg (3 pieces) and 5 kg (5 pieces) are used.
The UDSH bucket scales are equipped with an electric drive for tipping the hopper.
The charge is dosed onto the scales using vibrating feeders.
To prevent spillage of material, a folding flap with a lockable mechanism is installed at the end of the vibrating feeder tray.
The site operates under the control of the operator's workstation.
The UDS has a combined service area with a briquette dosing area (UDB).
The productivity of the site is set with a margin in relation to the UDB.
All working surfaces of bunkers and containers are made of stainless steel.
The internal surface of the vibrating feeders is lined with stainless steel.
The internal surface of the vibrating feeders is lined with stainless steel.
На участке работает 2 грузоподъемных механизма: стандартный тельфер и манипулятор.
There are 2 lifting mechanisms at work on the site: a standard hoist and a manipulator.
The hoist is controlled from the remote control. For ease of operation, each dispenser has an indicator that lights up when the hoist is under the hopper of this dispenser.
The manipulator is used to lift and move a prefabricated container with dosed charge materials on the UBD.
The operation of the manipulator is controlled from a remote control (PUM) installed on the support closest to it. The manipulator uses a traverse as a load-handling device.
The dosed charge is moved between the ladle scales and onto the UDB by an electrically driven transport trolley. To determine the position, the trolley is equipped with an encoder. In the main operating mode, the trolley is positioned and moved automatically.
At the briquette dosing area the following is provided:
To dispense loaded materials into the press, hopper scales with a maximum capacity of 125 kg are used. The scales are equipped with a band shutter. The belt valve is made on the basis of a belt conveyor for bulk materials. To prevent foreign objects from getting onto the belt, the shutter is equipped with a casing.
The material is poured from the mixer into the weighing hopper.
The mixer is made in the form of a barrel equipped with two electric drives: the first for tilting, the second for mixing. The tilt drive is equipped with position sensors that determine the position of loading, mixing and unloading.
The site operates under the control of an operator's automated workstation in common with the UDSh.
For ease of operation (controlling the process of mixing and dispensing briquettes), a control panel with a touch panel is installed directly on the site.
The UDB has a combined service area with the UDS.
All working surfaces of the weighing hopper, funnels and mixer are made of stainless steel.
The equipment is supplied in large-block configuration, in a state of maximum assembly.
| Installation capacity, up to briquettes/hour | 30 |
| Briquette dose weight, kg | 3-5 |
| Briquette dosing accuracy, % | 1 |
| Installation operating mode | Continuously, around the clock |
| Climatic operating conditions correspond to UHL according to GOST 15150-69: Operating temperature, 0C | 0...40 |
| Relative humidity, % | 30...80 |
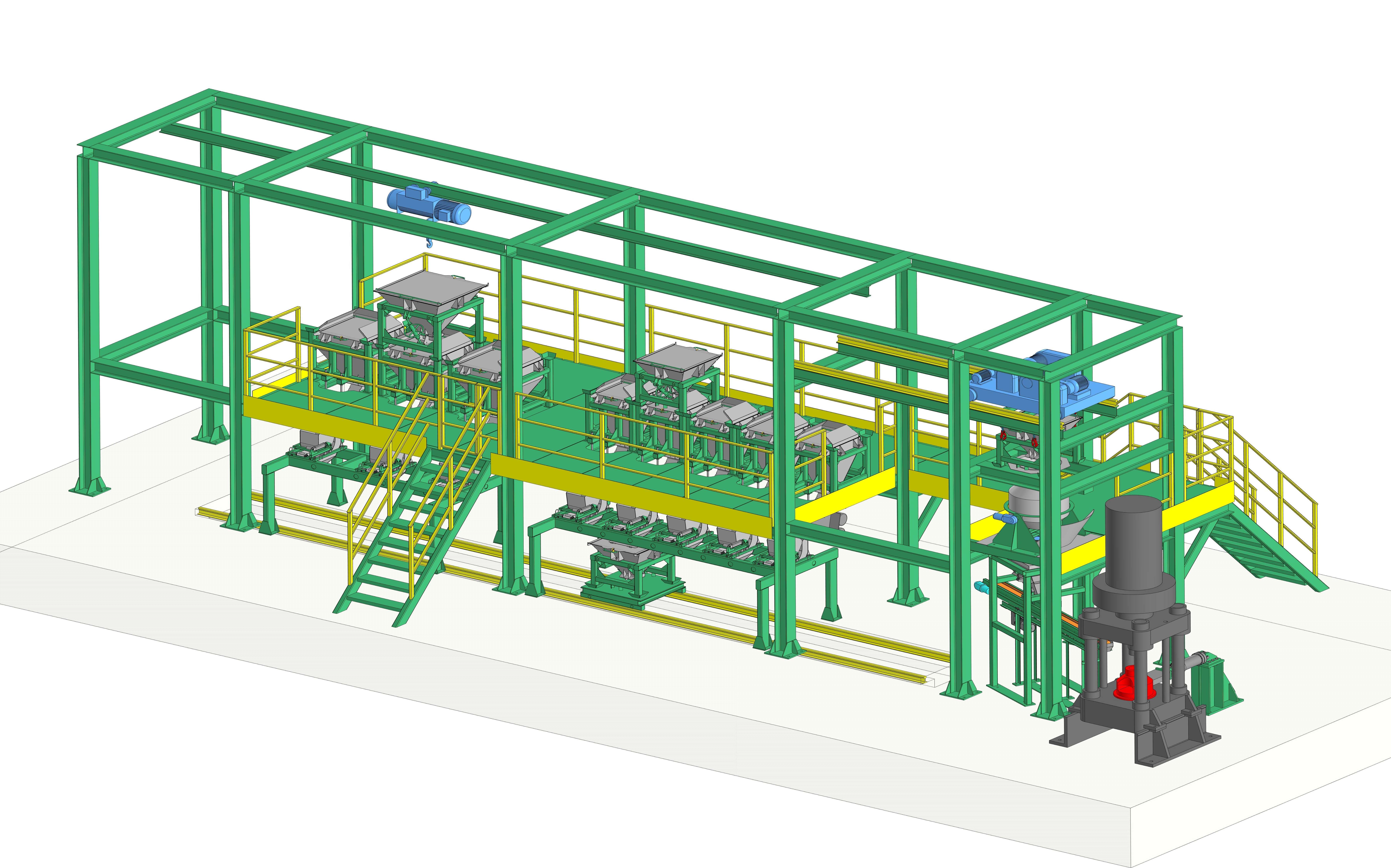
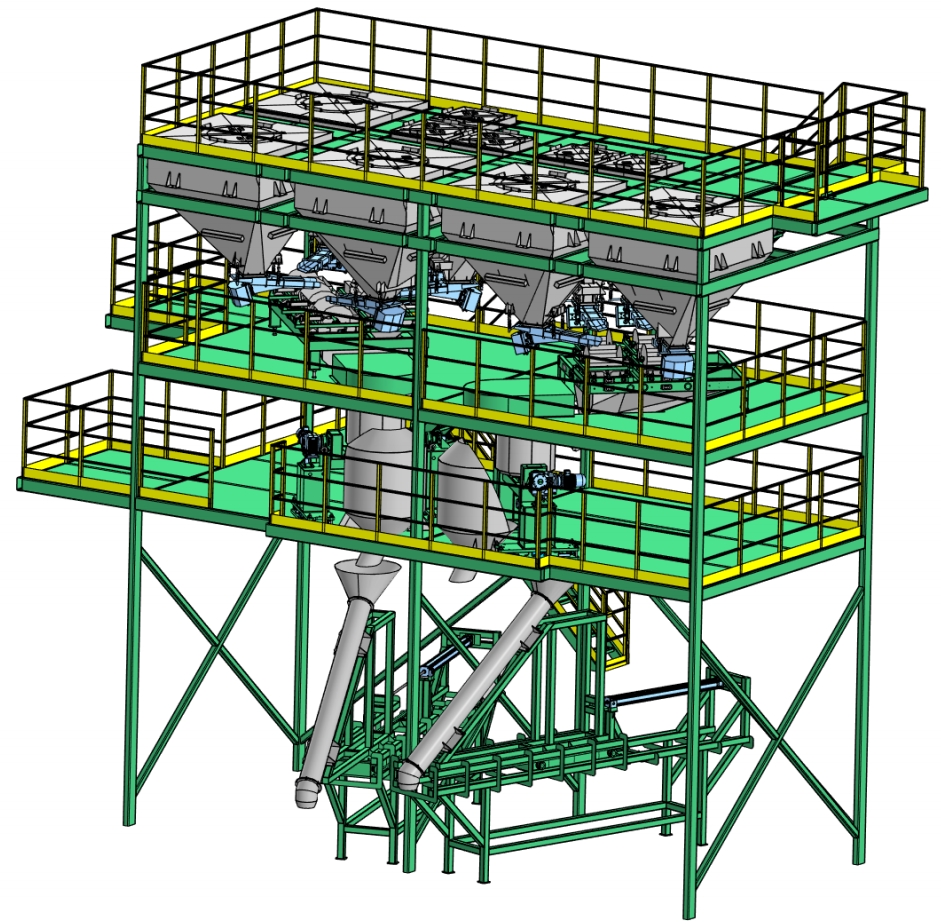
The weighing system for dosing dry charge is designed for automatic prescription dosing of specific materials for the production of welding electrodes. The system ensures, according to a recipe specified from a computer, to equally accurately dose both materials, the weight of which in the total mass of the mixture is a large proportion, and expensive materials, the weight of which in the total mass is percentages, without overweight or underweight. The system not only provides accurate dosing, but also keeps track of materials and monitors the production process.
The installation works with powders of different fractions and physical properties, including those that are poorly free-flowing and prone to caking, with a bulk density of up to 4 t/m3.
The installation provides:
The dosing unit equipment is located in three levels. On the upper level there are consumable bins. The upper part of the bunker is equipped with unloaders. The unraveling machine is designed to rip open the bottom of big bags when they are emptied. To ensure unloading and dosing of material, a screw dispenser with a agitator is attached to the bottom of the supply bins.
To ensure high plant productivity and at the same time accurate dosing, two screw dosers with different characteristics can be installed on the supply hopper.
Consumable bins are equipped with aeration and caving systems to prevent caking and ensure unloading.
Weight bins are located on the middle level. Each weigh bin can receive materials alternately from four feed bins.
Weight bins are located on the middle level. Each weigh bin can receive materials alternately from four feed bins.
The installation is arranged in such a way that four storage hoppers and one weighing hopper form a dosing unit. Thus, the installation can consist of either one dosing unit or several.
At the lower level of the installation there is a conveyor system consisting of infeed/outfeed conveyors, weighing conveyors and the main transport conveyor. To position the buckets in the desired position, the conveyor is equipped with position sensors.
Thus, an unlimited number of components are assembled into one cube.
| Dosing rate of each block, up to l/h | 1500 |
| Dose weight, kg | 0,3-100 |
| Dosing accuracy, % | 1 |
| Installation operating mode | Continuously, around the clock |
| Climatic operating conditions correspond to UHL according to GOST 15150-69: Operating temperature, 0C Relative humidity, % | 0...40, 30...80 |
The installation is designed for dosing, mixing and supplying charge materials for a briquetting press for semi-continuous pressing of electrodes made of titanium, zirconium, hafnium and niobium alloys.
The installation provides automatic portion supply of mixed charge for pressing the electrode with a given composition into the working sleeve of the press.
The installation consists of 2 sections for automated dosing of the charge (titanium and zirconium) and a section for manual dosing of the charge.
The areas for automated batch dosing are independent.
Each area of automated batch dosing is located on 4 floors.
On the first floor there is a retractable chute, on the second there is a mixer, on the third there are receiving bins, hopper scales, which are located on the unloading cart, the fourth floor is intended for loading material into storage bins.
Each section of automated batch dosing is divided into two blocks:
The titanium charge dosing unit consists of 6 dispensers; each dispenser is assigned its own identifier and material.
The zirconium charge dosing unit consists of 4 dispensers; each dispenser is assigned its own identifier and material.
Each batcher consists of a receiving hopper, a vibrating feeder and one hopper scale. Vibrating feeders with an electromagnetic drive are used to dispense materials from receiving hoppers. Weighing of materials is carried out by hopper scales consisting of a weigh hopper with a pneumatic tilting drive and a weighing device.
The unit for mixing and transferring the charge to the press consists of a mixer located under the collecting funnels of the dosing section, and a pneumatically driven chute that supplies the mixed charge to the press. The mixer position is determined using an absolute encoder.
The manual dosing section is used for components that make up no more than 1-2% of the mass of the charge and also dust-bearing components (powders of rutile, iron, niobium, etc.). It consists of a work table with scales installed on it with a maximum of 1000 and 5000g. and an operator panel displaying the parameters of the current recipe.